
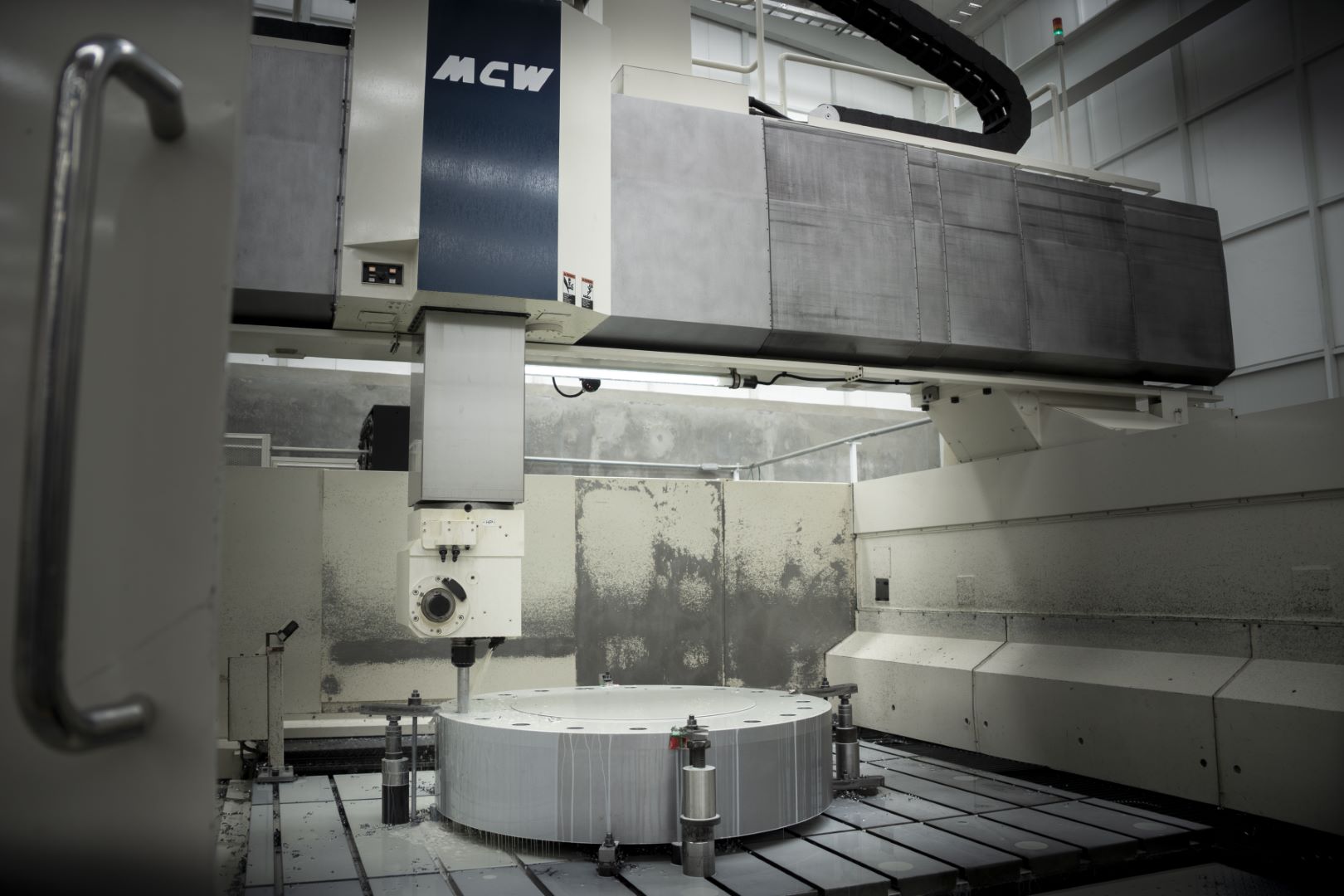
En este proyecto, el objetivo fue fabricar una brida especial no estándar, desarrollada junto con el cliente para una aplicación crítica en la industria petrolera. La pieza combinaba tres elementos que no podían tratarse por separado: torneado de precisión, barrenado profundo en material de alto espesor y un rayado superficial controlado en la cara de la brida, definido bajo especificaciones particulares del cliente para garantizar un sellado confiable y repetible.
La geometría y el espesor de la brida exigían un enfoque de maquinado cuidadoso, tanto en la selección de herramientas como en la forma de sujetar la pieza y configurar la máquina. El trabajo no se limitó a cumplir un diámetro y una cota de espesor: también había que asegurar calidad interna del barrenado y un patrón de rayado superficial que respondiera exactamente a los criterios acordados con el área de ingeniería del cliente.
El reto central residió en ejecutar un barrenado de precisión en una pieza con espesor considerable, manteniendo alineación y rectitud durante todo el recorrido de la herramienta. Esto implicó:
Utilizar herramientas especiales adecuadas para el tipo de material y la profundidad requerida.
Diseñar sistemas de sujeción firmes que evitaran desplazamientos, vibraciones o flexiones de la pieza durante el proceso.
Configurar la máquina con parámetros de avance, velocidad y refrigeración capaces de mantener la estabilidad del corte a lo largo de todo el espesor.
Al mismo tiempo, la cara de la brida debía recibir un rayado superficial controlado, con un patrón y profundidad determinados. Este detalle, aunque visualmente discreto, es crucial para el comportamiento de la junta: contribuye a la forma en que el empaque se asienta y al desempeño del sello bajo presión.
Durante la ejecución surgieron dos frentes técnicos principales:
Control de profundidad y evacuación de viruta en el barrenado
El espesor del material hizo más compleja la evacuación de viruta. La acumulación dentro del barreno podía afectar el acabado interno y generar esfuerzos indeseados sobre la herramienta. Para evitarlo se implementaron:
Ciclos de taladrado con retractados programados para limpiar el canal.
Parámetros de avance ajustados para mantener un flujo de viruta controlado.
Uso de refrigerante a presión adecuada para ayudar en el arrastre de partículas.
Además, se reforzó el control de profundidad, verificando los avances reales frente a los valores programados y haciendo mediciones intermedias para garantizar que el barrenado se mantuviera dentro del rango dimensional acordado.
Coordinación entre diseño y producción para el rayado superficial
El rayado en la cara de la brida no podía improvisarse. Era necesario asegurar que el patrón, el sentido del rayado y la rugosidad resultante coincidieran con lo aprobado por el cliente. Esto implicó una comunicación constante entre diseño e ingeniería de producción, ajustando:
Herramientas y parámetros de corte.
Estrategia de pasadas sobre la cara de la brida.
Verificación de la textura superficial obtenida antes de liberar la pieza.
Este trabajo conjunto evitó retrabajos y garantizó que la superficie terminada respondiera tanto a los requisitos funcionales como a los criterios internos de calidad del cliente.
El cliente eligió trabajar con la empresa por su capacidad para diseñar y fabricar componentes no estándar, algo frecuente en equipos y líneas de proceso de la industria petrolera. La experiencia previa en maquinado de gran tamaño y alta exigencia técnica permitió ofrecer una solución completa: desde la validación del diseño de la brida especial hasta la entrega final, lista para instalarse.
El resultado fue una brida fabricada conforme al diseño personalizado, cumpliendo con:
Tolerancias dimensionales especificadas en diámetros, espesores y escuadras.
Calidad del barrenado interno, sin defectos relevantes ni marcas que afectaran su funcionamiento.
Acabado superficial rayado en la cara de la brida, de acuerdo con el patrón, la orientación y la rugosidad pactada con el cliente.
La pieza superó las revisiones de calidad y se integró al sistema para el que fue diseñada, demostrando que es posible combinar barrenado profundo, control dimensional y acabados funcionales específicos en componentes críticos para la industria petrolera, manteniendo al mismo tiempo precisión, estabilidad y repetibilidad en el proceso de fabricación.


En Muciño Servicios Especializados nos comprometemos a cumplir con los requisitos técnicos, dimensionales y de entrega de nuestros clientes en la fabricación de piezas y componentes metálicos mediante maquinado CNC, cumpliendo con los requisitos legales y reglamentarios aplicables a nuestra actividad, garantizando la competencia de nuestro personal, la disponibilidad de nuestra infraestructura y mejorando continuamente la eficacia de nuestro Sistema de Gestión de la Calidad.